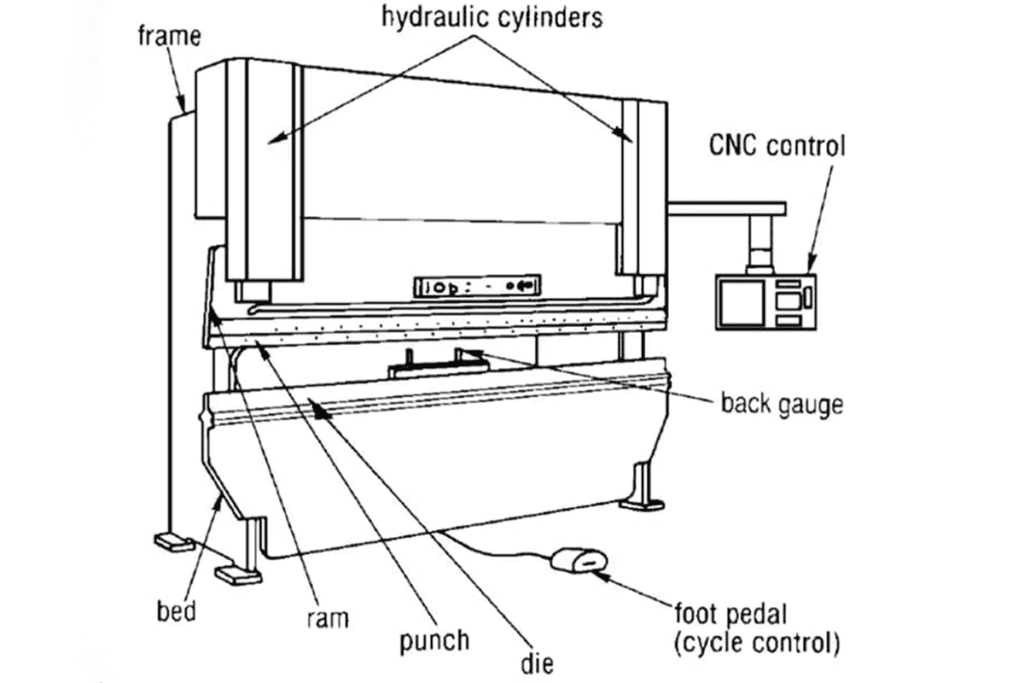
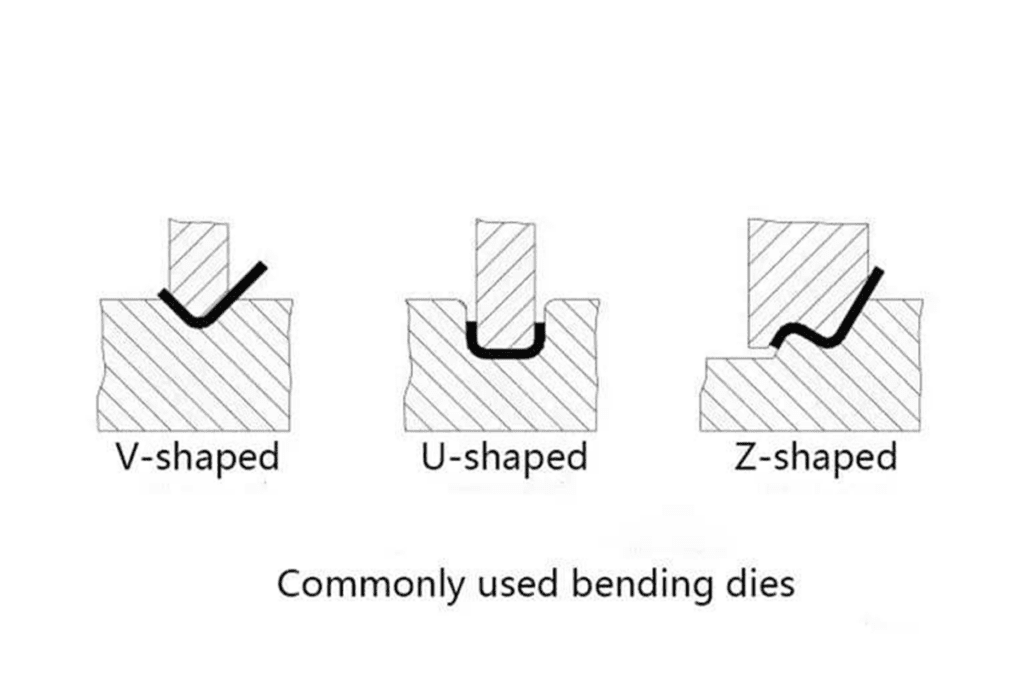
Press brake is an essential tool in metal fabrication, which is used to bend the metal sheet into the required shape. It clamps the workpiece between the matching punch and die to form decided bends. The press brake is one of the oldest mechanical metal deformation processes, which dates back to manual operation in the 19th century. In the 1930s, the hydraulic-driven press brake appeared, which greatly improved the production efficiency. Press brake features many types, and each type has its application scene, which makes it essential equipment in any manufacturing workshop. Mechanical press brakes: suitable for lightweight scale sheet materials Advantages: mechanical press brake boosts for its speed and simple layout. Its fast-speed movement is beneficial for specific high-speed applications. Disadvantages: the force exerted by the machine is not easy to adjust, which makes it not universal. Because of components wearing, it needs regular maintenance. Hydraulic press brake: suitable for medium-heavy scale sheet materials Advantages: the hydraulic system offers controllable and consistent bending force. It is widely used to handle more complex tasks. It is more steady, quieter when operated, and has a longer lifespan. Disadvantages: its’ operation speed is a little bit slower than mechanical. The leak of hydraulic oil is also a big problem, which needs regular maintenance and checking. Electric press brake: suitable for small-scale sheet materials Advantages: it offers faster response time, saves more energy, and keeps consistent bending force. The movement component of the electric press brake is also small, which can reduce the demand for maintenance. Disadvantages: compared with the hydraulic system, the initial investment cost of an electric press brake may be higher. As for extremely high tonnage applications, they may be not strong. CNC press brake: suitable for large-scale and complex-shaped sheet material fabrication Advantages: high precision, easy operation, high production efficiency, strong adaptability, labor saving, and convenient maintenance. Disadvantages: the initial investment cost is high; the operator needs training, mal-functional system risks, and over-reliance on technology. Press brake is composed of many parts, which work together to bend and form the metal sheets. The main components are including a frame, bed, ram, die, back gauge, and controller. The frame is the main structure of the press brake, which is welded by left and right vertical plates (or side shelves), a worktable (or bed), and a vertical moving ram, and is used to support other parts. The bed is a smooth surface used to be laid the metal sheet used for bending. The ram is a moving part in the press brake, it is made up of a steel plate, and connected with hydraulic piston rods on the left and right oil cylinders (usually called Y1, Y2). It exerts pressure on the metal sheet to make it bend. The die is the fixed part on the press brake, which offers a metal sheet bending surface. The back gauge is a device that is beneficial to position accurately the metal sheet to make it bend. The back gauge of the CNC press brake utilizes the motor-driven box or chain-driven gauging system, to output a synchronous movement of two ball or lead screws, thus moving the measuring rod in and out to the required exact position. The position of the back gauge is vital because it measures each flange length, thus, it is controlled by the CNC controller. It controls the stop of itself position and attached material, which is also called the “fingers†of the gauge rod itself. The controller is used to control and operate the press brake. The material being bent upward is called “flangeâ€, which is usually measured and controlled by a back gauge installed on the rear of the press brake. Some systems are equipped with mechanical synchronization systems like torque, swing arm, and spherical bearing. It has a simple structure, proper mechanical solidness, reliable performance, and high precision accuracy. The metal sheet is placed on the base of the press brake during operation. And utilizes a back gauge to position the metal sheet to bend accurately. Then, the ram moves downward, exerts pressure on the metal sheet, making the sheet lie on the die. The controller is used to adjust the force generated by the ram and controls other aspects during the bending process. The side of the press brake is usually composed of two C-shaped frames (also called side frames), which are connected to the bottom workbench and the top moving beam. The bottom tools or dies are installed on the workbench, and the top tool or punch is installed on the upper beam. The punch moving depth can be controlled precisely, and so does the bending angle. The press brake can be operated manually and also can be equipped with a CNC controller to proceed with complex bending operations. The difficulty of press brake forming is related to the material grade you are forming. The harder the material is, the more springback it is. If you use softer material, you will obtain a smaller springback, because the softer materials are easier to fit the angle being pressed into the die. The cracking or spreading is also important for sharp bending. Bottoming out (or bottom bending) makes the material more easier to crack. The coining process can offer precise bending. The press brake forming techniques compensate the spring back not by bottom bending, but through the proper use of tools. The workpiece only contacts the tip of the punch and the edge of the die. The punch will slightly exceed the top of the chosen die. As for the V-shaped die, it passes through the top of the V-shaped die, but will not up to the bottom. The opening shape of the v-shaped die determines the bending radium. Advantages: owing to the metal sheet being incompletely in contact with the die, the required die force could be little. Besides, using the same die can achieve multiple bending angles, which feature high flexibility. Disadvantages: owing to the bending results being related to the material’s elasticity, specializing adjustment may be required to achieve the needed accurate bending angle. The die angle should be matched with the anticipated workpiece angle. Unlike the air bending, the workpiece rests against the upper bottom of the die through the punch. Advantages: owing to the bending angle exactly matching with the die, the accurate bending angle can be achieved. Disadvantages: bottom bending needs larger die pressure. Because sheet material is in complete contact with the die, probably resulting in sheet material surface damage. Coining involves stamping the metal sheet between the die and punch. Through proper pressure, the tip of the punch will penetrate the workpiece. Advantages: coning can obtain a very precise bending angle. The metal sheet can keep its shape after it is bent. Disadvantages: due to the large die force required, this method may lead to the overwear of the sheet and die. The operator should check the tool allowance when choosing the punch and die. The operator is responsible for press brake's die meeting the manufacturing specification and adjustment. The optional common die type includes: V-shaped die: used to create a v-shaped bending. Seaming die: used to create seam dies in tubes and sheets. Rocker-type die: it bends the workpiece through left and right, upward and downward movement. Multiple bends die: it can produce multiple shapes and multiple bends. Gooseneck die: suitable for cleaning edges and uneven workpiece surfaces (called a flange). Acute-angle die: used to create right, acute, and obtuse angles. Offset die: used to create a z-shaped angle. Curling die: used to coil or curl the sheet edge. As a key piece of equipment, the press brake is indispensable in modern metal fabrication. It can not only process a variety of metal parts efficiently for enterprises but also can ensure the products’ accuracy and quality. Therefore, understanding the operation and maintenance completely is essential to improve metal fabrication efficiency. Only when the enterprise and employees are all aware of it can make ensure the high efficiency and quality of the metal fabrication. As for personnel or enterprises who want to know about the press brake, the ADH machine tool is an indispensable helper. It specializes in metal fabrication and has over 40 years of experience in manufacturing press brakes. If you want to learn more about its products, please directly browse the website. Action right now! Deep dive into the company and add more skills and professional knowledge for your metal production career. Download the Infographic With High Resolution Sheet Metal Prototyping,Rapid Sheet Metal Prototyping,Rapid Sheet Metal Fabrication,Sheet Metal Rapid Prototype DONGGUAN TONJA INDUSTRIAL CO.LTD , https://www.tonjaism.comI. Introduction
Definition
Types
II. Components and Functions of Press Brakes
III. How Press Brakes Work
Working Principle
Press Brake Metal Forming Tips
IV. Operation and Safety Procedures
How to Use Press Brake
Safety Tips
V. Press Brake Bending Techniques
Air Bending
Bottom Bending
Coining
VI. Press Brake Tooling
VII. Conclusion
